
WWTP Air Handling Control Philosophies: Do's And Don'ts
Without an appropriate control strategy, even the best wastewater treatment plant (WWTP) equipment can struggle to deliver maximum efficiency. Because energy costs represent up to 60 percent of WWTP plant operating expense, air distribution designs and changing loading (biochemical/biological oxygen demand [BOD]/chemical oxygen demand [COD], ammonia) demands require control strategies designed to adapt to all eventualities efficiently. The following checklists, plus important Do’s and Don’ts, can help in identifying an underperforming control strategy and developing a better one.
Know The Warning Signs Of Inefficient Control
Improperly controlled or poorly tuned blower systems in WWTP plants manifest themselves in multiple ways:
- Penalties for failure to meet effluent standards.
- Increases in utility costs without a corresponding increase in wastewater treatment.
- Inability to meet dissolved oxygen (DO) setpoints because of unstable DO control.
- Blowers ramping up and down more frequently than normal.
- Excessive cycling of valves and rapid starting/stopping of blowers.
- Premature valve wear, due to such excessive cyclical operation.
1. Recognize The Two-Tiered Nature Of Control
- Local Control. Most blowers come with some level of local control for functionality and protection of the equipment in its operating environment. Look for control features that support system longevity through the ability to:
- Monitor pressure and temperature.
- Notify operators of alarm and fault conditions.
- Automatically remind operators of belt replacement and lubrication maintenance with factory-set schedules based on hours of run time, not manually kept logs.
Where possible, choose blowers with control systems that also provide the benefit of a fully engineered design for dynamic protection across multiple operating scenarios — including surge, overheating, and changing ambient conditions. If upset conditions do occur, deal with them as quickly as possible. Do not attempt to bypass alarms. Operating beyond design parameters can compromise system longevity. Instead, work with the supplier to reestablish operating parameters within machine limits.
- Master Control. Beyond local blower control, it is important to have a master process control approach to coordinate the supply of air with the demands of the activated sludge process. This is where stepping back and taking a holistic view of plant operation helps. For example, using a “most open valve” (MOV) control strategy will ensure that blowers and valves can synchronously adapt to changing demands with greatest efficiency and prevent potentially damaging impacts under extreme conditions.
Multiple industry sources cite a flow-based MOV control as the superior alternative to a cascaded pressure control scheme. Cascaded pressure control artificially maintains header pressure above static pressure — typically from 1 psi to 1.5 psi above static pressure — so that each valve can be throttled independently. While this approach can satisfy the BOD demands of the digester, it is a tremendous waste of electricity, since that 1.5 psi can equate to a 20 percent increase in energy consumption at a fixed flow.
2. Match Technologies To Processes
Knowing equipment and control system “sweet spots” and limitations makes it easier to plan ahead to accommodate wide swings in plant throughput volumes and operating temperatures. This makes it easier to adapt to a wider range of control scenarios.
Different blower designs — positive displacement (PD), hybrid (screw compressor), and eventually turbo blowers — have evolved to offer distinct and unique advantages in terms of purchase cost, operating cost, and ability to respond to changing air demands. Selecting the appropriate blower type to meet the demands of an application can yield significant operational advantages in robustness and energy usage.
Machines with limited turndown, or centrifugal technologies with a surge line, introduce additional control concerns. Using independent blower controls and valve controls that don’t communicate can lead to a surge condition if the supply-side (blower) is already running at a minimum and the demand side (digester) requires even less air. This is why it is important to work closely with a system manufacturer or a knowledgeable integrator to sequence valves and blowers to adapt blower performance to changes in process demands.
3. Take A Total System Approach
Controlling the system’s blowers separately or in parallel with the system’s airflow distribution valves in a variable BOD situation is a recipe for disaster (Figure 1). These systems can fight each other if not properly integrated, often leading to instability and premature component failure. Instead, design air distribution system blowers and valves to complement each other with a streamlined aeration system controller. When these systems are properly integrated to work together, it is possible to maximize the energy efficiency of the system without compromising oxygen setpoint tracking performance.

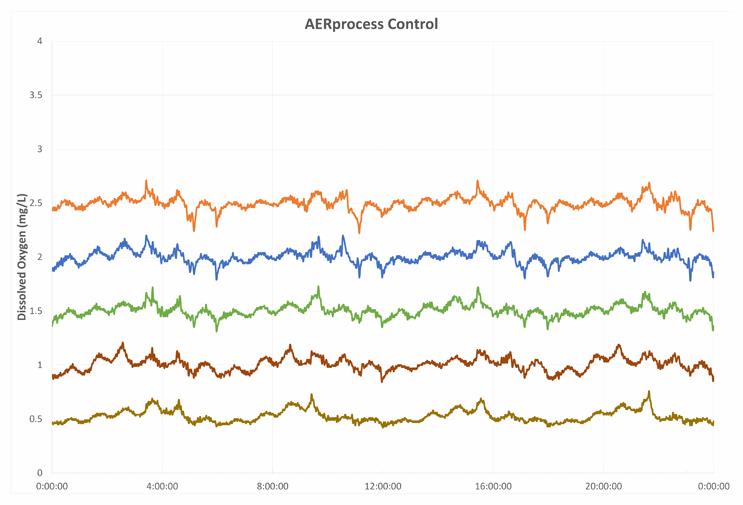
An airflow-based MOV control strategy directly correlates the demand of the process to the supply and enables achieving airflow distribution at the lowest possible system pressure (Figure 2). This is done by matching blower output with the system loading requirements to minimize wasted energy costs. It allows the system to operate at peak efficiency with the minimal amount of pressure necessary to achieve optimal flow distribution.
4. Practice These Do’s and Don’ts Of Efficient Process Control
- Do coordinate supply-side blowers with demand-side air distribution processes, to balance airflow management at minimum operating pressure, eliminate excessive hunting or overshooting, and reduce wear and tear on blowers and valves.
- Do apply an MOV strategy to allow the system to accommodate loading fluctuations while operating as close to system static pressure as possible for reduced energy consumption.
- Do consult with manufacturers and control engineers who are familiar with advanced nonlinear control methods specific to dissolved oxygen control.
- Do not use pressure-based controls that generate higher-than-necessary air header pressures, which increase operating costs and overload blowers.
- Do not risk potential catastrophic blower failure by allowing header pressure to build up too quickly as a result of uncoordinated valve movements. The blowers’ built-in protection devices can frequently protect the system with a controlled shutdown but avoid the headache/process interruption and instead control the airflow production (blower) and distribution system in a holistic manner.
- Do not operate under cascade control with two independent control loops — one sequencing blowers and another modulating valves. This can cause oscillation, which can result in poor plant performance and premature component failure.
- Do not use linear industrial control methods (such as PID loops) to control DO (a nonlinear process). The process is in constant flux due to variable water chemistry, temperatures, aging diffusers, and/or water level changes that can each impact how the system responds to a change in airflow. Using linear control results in either a needy system that requires frequent tuning to accommodate daily and seasonal process changes or an over-dampened underperforming system that ignores industry best practices and leaves efficiency on the table.