
The 4 Pillars Of Control Room Operator Effectiveness
By Mark Bitto
With more water and wastewater utilities, as well as industrial facilities, moving toward digitalization, it’s important to understand the needs of data gatekeepers and decision-makers to set them up for success.
Operator effectiveness is fundamental to treatment plant performance. With the daily decisions of control room personnel directly impacting safety, process availability, and water quality, it is important to keep the operator in focus. However, with fewer operators, a generational shift in the operator workforce, and increasing complexity in plant operations, it is becoming ever more challenging for operators to remain “in focus.”
To allow operators to reach their full potential, a set of best practices and technologies is presented. These solutions are designed to filter out plant control complexity and situational chaos. They allow operators to quickly and effectively gather inputs and assess abnormal situations, collaborate with others as needed, and then act on the problem as smoothly and intuitively as possible.
The benefits of the four-pillar approach are a better-equipped operator, one who is well-trained and has greater visibility of plant issues, quick access to relevant information, and streamlined workflows — all of which lead to improved, informed, and timely decision-making. Ultimately, these improvements will increase plant productivity, efficiency, asset utilization, safety, and environmental compliance.
Making The Most Of Plant Data
Today, water and wastewater plants produce more data in a single day than they did in a month just 10 years ago. Terabytes of data are generated daily by equipment, smart devices, sensors, and programmable logic controllers. The adoption of standard communication protocols has led to an explosion in plant data and the corresponding analytics, including required compliance reporting. The abundance of data provides many opportunities for preventive and predictive maintenance, improved plant performance, and process efficiency. However, if not provided in context, data can result in information overload and lead to further process complexity and negative impact.
These trends will impact personnel in all areas of the plant. However, there is no role more affected or critical to success than the plant operator.
The question is: How do we put the operator in the best position to successfully adapt to these changes?
Why Focus On The Operator?
The people who sit in the control room and operate the treatment process are among the plant’s most important assets. Their ability to make the correct decision at the right time has a huge impact on plant efficiency, safety, and reliability. Phrased another way, by making the wrong decision at the wrong time, the operator could harm fellow workers, the surrounding community, and the environment. Clearly, there are compelling financial and safety reasons for focusing on plant operators.
So, the next question that needs to be asked is: Where is the operator’s focus in today’s control room?
Where Is The Operator’s Focus?
A typical control room is a complex environment, incorporating different automation systems and multiple operator interfaces, indicators, and control panels. Often there is no overview screen to help the operator understand the bigger picture. CCTV and telecom equipment are usually poorly integrated, there are too many keyboards and input devices, and the desks and displays are not designed ergonomically or with operator effectiveness in mind. Needless alarms bombard the operators each day, with each alarm requiring a decision and action. An additional complication is that large numbers of experienced operators are retiring and companies are having difficulty attracting and retaining younger, qualified individuals.
As a result, operators often have a poor grasp of what is happening in the plant and they are unfamiliar with the processes and older technologies that are in place; therefore, they are prone to stress and fatigue, which impairs good decision-making. The outcome is often suboptimal performance, not because of any fault of the operators, but because they are not given the tools to do their jobs properly and professionally.
The Four Pillars Of Operator Effectiveness
There are many ways to improve operator effectiveness. Some are directly related to the automation system, while others are not. Specifically, these are:
- Plant system integration: Integrating plant operations into a single automation system that transforms raw data into actionable information in context;
- High-performance HMI: Delivering a high-performance human machine interface designed to provide clear, intuitive process graphics, user-context navigation, and simplified alarm management;
- Operator competency: Improving operator knowledge and decision-making through training and process simulation; and
- Human factors and ergonomics: Designing ergonomic control rooms to enhance operator performance and reduce stress and fatigue
Plant System Integration
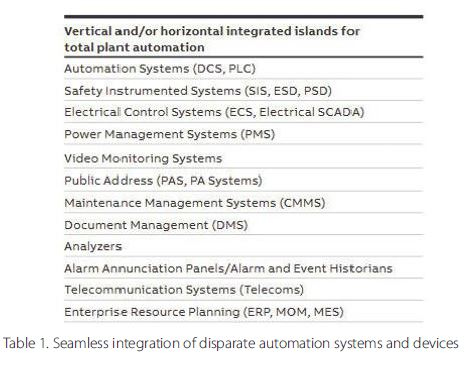
Operators need to access the information they need when they need it. They also need to be able to see the complete picture of the plant process or a potential problem so that they can take the correct action. Those two simple statements require comprehensive integration of all the plant information systems and collaboration and communication tools. Often, these systems and tools are like islands, operating on a stand-alone basis and disconnected from one another.
But it doesn’t have to be like that. Thanks to standard communication protocols (like OPC, Modbus TCP, IEC 61850, DNP 3.0 and IEC 870-5-101/103/104) and device communication standards (like PROFIBUS and HART), it is now possible to seamlessly integrate disparate information systems, tools, and devices into a single platform (see Table 1) more reliably and less costly than custom interfaces and hardwired connections. Through this seamless access, the operator benefits from a holistic view of the plant with consistent presentation of data, alarms, and events.
Removing the barriers that isolate different automation systems and devices makes it possible to manage and optimize the plant’s assets: field instruments; process, electrical, and environmental equipment; control loops; power supplies; communication and network components; mechanical equipment; and so on. With integration and seamless collaboration between operations and maintenance via today’s high-performance HMIs, manual data entry errors, duplication of work, and delayed actions can be eliminated. Operators can, for instance, identify and monitor degrading asset performance before failure occurs. When the time comes to repair or replace the failing asset, the operator can review active work orders and, if needed, create and submit new work orders to the computerized maintenance management system (CMMS) electronically from the HMI. This streamlines work processes and improves the ability to address performance degradation before it affects operations. It allows utilities to move away from reactive or corrective repairs to best-in-class predictive procedures, significantly reducing their maintenance costs.
High-Performance HMI
Integrated operations and digitalization generate a wealth of raw data and with it the risk of burying operators under a mountain of information. The challenge for HMI designers is to find a way to provide operators with the information they need to make a correct and timely decision, while excluding all the information they do not need.
The new generation of high-performance HMIs is designed to do this. They combine fast, intuitive navigation with simplified grayscale graphics and integrated alarm management to eliminate information overload and heighten operator awareness. Users can personalize their overview of the plant process so that they can display, or immediately gain access to, the information they need. Accessing information, and taking action on that information, should never require more than two clicks of the mouse.
Closely related to personalization is contextual navigation, by which different user groups like operations, engineering, maintenance, and management can access graphic displays and information that are optimized for each group. This enables them to collaborate more easily in their own user-specific environment and share relevant information with colleagues.
High-performance HMIs not only make abnormal situations immediately visible on the screen, but they also significantly reduce the number of alarms that compete for the operator’s attention. The maximum number of alarms that the human mind can deal with is just seven, give or take two in any 10-minute period. Unfortunately, operators are bombarded with a constant stream of alarms. Clearly, operators cannot do their jobs effectively when critical alarms are intermixed with noncritical or nuisance alarms.
An advanced alarm management strategy should fulfill the following objectives:
- The purpose of an alarm system is to direct the operator’s attention to plant conditions requiring timely assessment or action;
- Alarms should be presented at a rate that operators can deal with;
- Each alarm presented to the operator should be useful and relevant to the operator; and
- Each alarm should have a defined response.
Human Factors And Ergonomics
The control room is the nerve center of the plant process, where the daily decision-making of the operators has a direct impact on the plant’s performance. Operators are human beings; they are subject to stress, fatigue, discomfort, and distractions. For operators to be effective, we have to recognize the importance of human factors and the need to make the work environment conducive to efficiency and well-being.
The best way to do this is to aim for a perfect fit among the operator, desktop equipment, and control room environment. Operators should have their own display to arrange graphics as they want them and to get an optimal view of that part of the process under their control. The desks and seats should be adjustable and the keyboards equipped with hotkeys for easy navigation in monitor clients. The room should have features like dimmable lighting, adjustable microventilation for each operator station, and a directional sound system, all accessible from each station. The room should also include space for visitors and other nonessential personnel, an area for collaboration, and another for relaxation. These areas are not only functional, but they also create a focused and distraction-free control area.
What may come as a surprise is that all this can be achieved in about a third less floor space than typical older plant control rooms. Because operators have personalized, interactive displays, the need for huge, full-wall screens is reduced or eliminated. Directional sound, which targets just the operator station, means that operators can sit closer to one another, without being a distraction.
Conclusion
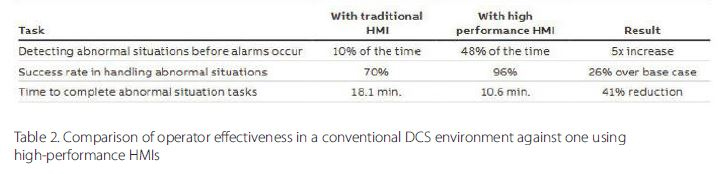
The evidence shows that small improvements in operator effectiveness can have a big impact on plant performance. By following the four pillars of operator effectiveness and providing operators with the tools and environment they need to run the plant efficiently, significant improvements in availability, performance, and water quality will follow. Process upsets will be avoided, the time between an asset malfunction and a decision made to correct it will be reduced, and reputational and quality issues like breaches in environmental compliance, safety incidents, and the imposition of regulatory fines will be minimized.
About The Author
 Mark Bitto is the global products marketing manager for ABB’s power generation business. Mark is a career ABB / Bailey Controls employee, with more than 32 years of experience in the automation industry with specialist knowledge of ABB’s Symphony Plus, INFI 90, and System 800xA systems. Mark has held positions in product marketing, business development, product management, industry marketing (specializing in industrial steam and utilities), and systems engineering. Mark holds a Bachelor of Science in chemical engineering from The Ohio State University in Columbus, OH, and a Master of Business Administration from Cleveland State University in Cleveland, OH.
Mark Bitto is the global products marketing manager for ABB’s power generation business. Mark is a career ABB / Bailey Controls employee, with more than 32 years of experience in the automation industry with specialist knowledge of ABB’s Symphony Plus, INFI 90, and System 800xA systems. Mark has held positions in product marketing, business development, product management, industry marketing (specializing in industrial steam and utilities), and systems engineering. Mark holds a Bachelor of Science in chemical engineering from The Ohio State University in Columbus, OH, and a Master of Business Administration from Cleveland State University in Cleveland, OH.