
Energy Boost: From Biogas To Bio-Methane
By Patrick J. Evans with Gokhan Alptekin, Ambal Jayaraman, and Michael Stevens
A pilot project demonstrates how biogas purification yields better fuel in the form of high-purity bio-methane.
Food is the largest component of municipal solid waste (21 percent), and currently innovative processes are being developed that divert food waste from landfills to recover this valuable resource. Anaerobic digestion is an effective process where food wastes including pre- and postconsumer food waste, waste cooking oil, and grease trap waste can be converted to biogas. This biogas can be further purified and converted to bio-methane, which contains more than 95 percent methane. Bio-methane can then be used for transportation purposes or to generate combined heat and electricity using fuel cells. A major challenge is cost-effectively purifying biogas, while simultaneously minimizing energy requirements.
Biogas is frequently produced by anaerobic digestion at municipal wastewater treatment facilities and at wastewater treatment plants for the food and beverage industry. Biogas is the result of decomposition of organic wastes, but the methane is diluted with large amounts of carbon dioxide (greater than 30 percent), and it therefore possesses less energy per unit volume than pipeline methane (natural gas). In addition to carbon dioxide (CO2) and methane (CH4), the biogas generated in the digesters and fermentation units also contains moisture at saturation and various trace contaminants such as sulfur compounds (e.g., hydrogen sulfide) and siloxanes. These contaminants must be removed and CO2 and other inerts reduced to produce a higher-quality fuel that contains more than 90 percent methane (bio-methane).
Biogas Purification Challenges
Although various adsorbents or solvent systems are available to remove hydrogen sulfide (H2S), the most common form of sulfur in the biogas, the biogas also contains a wide range of organic sulfur compounds, from mercaptans to higher-molecular-weight disulfides. Unfortunately, the conventional desulfurization systems do very little to remove the organic sulfur compounds, particularly the disulfides. The conventional sorption systems such as iron sponge also have disadvantages with respect to safety and material handling. Another class of compounds present in biogas are siloxanes. Siloxanes are generated during anaerobic digestion of waste-activated sludge that concentrates silicone-based personal hygiene, healthcare, and industrial products. Siloxanes must be removed from biogas prior to use as an energy source.
Biogas Purification System Description
A low-cost, two-stage, complete biogas purification system has been developed by TDA Research in Wheat Ridge, Colorado, that removes various contaminants, such as inorganic sulfur, organic sulfur, siloxanes, CO2, and moisture to produce greater than 95 percent bio-methane. The purification system was recently demonstrated in biogas derived from anaerobic digestion of food wastes at the U.S. Air Force Academy (USAFA) in Colorado Springs, Colorado, to demonstrate mono-digestion of food waste; fats, oil, and grease (FOG); solids reduction; and stable biomethane production. Two replicate digesters were operated for nearly one year, and a mixture of food waste and canola oil was fed to the digesters at various organic loading rates.
The first stage is for sulfur removal and is based on a low-cost, high-capacity, and expendable sorbent called SulfaTrap™ that simultaneously removed sulfur and siloxane down to ppb levels. The second stage is a vacuum swing adsorption (VSA) system based on a regenerable mesoporous carbon media modified with surface functional groups to reduce the CO2 and H2O concentration in the biogas to pipeline specifications. Figure 1 shows the two-stage biogas purification process to bio-methane.
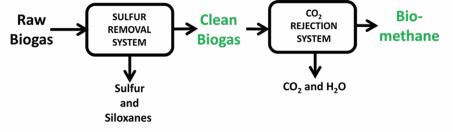
Figure 1. Two-stage biogas purification process to bio-methane
The second stage is for CO2 and moisture rejection and is based on a VSA system that uses TDA Research’s proprietary CO2 adsorbent to reduce the CO2 and other inerts in the biogas to less than 5 percent. The approach is similar to the pressure swing adsorption (PSA) and VSA systems that have been successfully used for years in small- to medium-scale air separation processes to produce very high-purity oxygen. A simple vacuum swing cycle consists of three steps. The adsorption of CO2 from the biogas stream is carried out at the biogas delivery pressure (about 1.3 absolute atmospheric pressure [atm]), while the sorbent is regenerated and CO2 recovered under vacuum (at about 0.2 absolute atm). The bed is subsequently pressurized with the feed (biogas) gas. The methane loss from the system is reduced by using intermediate pressure equalization steps between the main adsorption and regeneration portions of the cycle. The methane loss with the full vacuum swing cycle is minimal (i.e., less than 10 percent).
Bench-Scale Tests
The CO2 sorbent’s performance was demonstrated in a benchscale, two-bed vacuum swing system (Figure 2). This system is capable of counter-current adsorption and desorption operation simulating the VSA operation expected in the full-scale system. In this system, the desired gas mixtures (CH4 and CO2) are directed into a bench-scale reactor that contains the sorbent. All gas flows are controlled with electronic mass flow controllers. An in-line sparger is used to introduce moisture at 100 percent relative humidity in the biogas. After mixing in a manifold, the feed gas mixture is then directed into the reactor. A valve system allows the gases to bypass the reactor and flow directly to the analytical system for accurate measurement of the feed gas composition as needed. The sorbent reactor consists of a 1.5” outside-diameter springloaded stainless reactor. One hundred grams of sorbent particles in the 8-20 mesh size are loaded into the reactor for testing. The reactor is spring-loaded and has a length/diameter (L/D) ratio of 8 with a bed volume of 100 milliliters (ml). The reactor has three thermocouple ports to monitor the sorbent bed temperature. A back pressure regulator is used to control the adsorption pressure. After exiting the reactor, the CO2 and CH4 content of the stream are monitored by an on-line NOVA multi-gas analyzer and Vaisala CO2 and humidity probes. Continuous analysis of CO2 allows the monitoring of breakthrough gas concentrations and measurement of total CO2 adsorption capacity. The desorption line is equipped with a BOC Edwards scroll (oil-free) vacuum pump. The pump can easily reach vacuums of less than 1 pound per square inch absolute (psia). The apparatus is fully automated using a control system from Opto 22 Corporation and can run without an operator for long periods of time, including overnight. The control system controls the test conditions, logs the analytical data, and also safely shuts down the apparatus in case of a malfunction. A simulated biogas composition of 60 percent CH4 and 40 percent CO2 on a dry basis were used for the bench-scale evaluations (water content was 3 percent by volume).

Figure 2. Bench-scale, two-bed VSA system
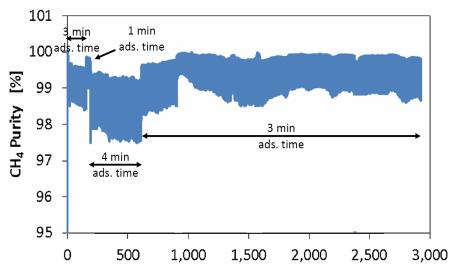
Figure 3. Bench-scale tests in a two-bed vacuum swing cycling system. CH4 = 60 percent, CO2 = 40 percent, (dry basis), H2O = saturation at 22°C, space velocity = 125 hour-1; T = ambient, parallel and distributed simulation (Pads) = 19.0 psia, parallel discrete event simulation (Pdes) = 0.2 psia, L/D = 8.
In these bench-scale tests, the life of the sorbent was demonstrated for over 2,900 cycles without any loss in performance, and the sorbent beds produced high-purity methane above 99 percent. Figure 3 shows the results from these bench-scale tests.

Figure 4. Picture of the pilot scale VSA system for CO2 and moisture removal from biogas
Pilot-Scale Tests
A pilot-scale, fully automated, VSA-based carbon dioxide and moisture removal system for biogas was designed and fabricated. This system is part of the biogas purification subsystem and is installed downstream of the SulfaTrap desulfurization system and a biogas storage sphere. The storage sphere was used to store biogas and feed the carbon dioxide and moisture removal system. It can achieve greater than 95 percent methane (CH4) purity in the product gas with greater than 90 percent methane recovery, reducing the inerts to less than 3 percent (i.e., combined nitrogen [N2] and CO2) in the product gas and a moisture content lower than 7 lbs/millions of standard cubic feet (MMscf).
The system was designed and fabricated for operation in a Class 1 Division 1 environment and is skid-mounted inside a NEMA 4 enclosure equipped with a purge system and is rated for installation in an outdoor environment. Figure 4 shows a picture of the system after fabrication.
The purification system was demonstrated in conjunction with a food waste anaerobic digestion study conducted at the USAFA. This particular test site was selected due to the plentiful supply of food and grease trap waste. The pilot-scale biogas purification system was installed and tested with biogas generated via anaerobic digestion of a variety of food wastes, including pre- and postconsumer food waste, waste cooking oil, and grease trap waste to produce pipeline-quality bio-methane. Typical composition of the raw biogas and the bio-methane produced in the field tests are provided in Table 1. The sulfur in the raw biogas was typically around 1,000 to 1,500 ppm H2S with trace amounts of organic sulfur compounds. SulfaTrap-R7 desulfurization sorbent removed the sulfur compounds to less than 0.25 parts per million by volume (ppmv).
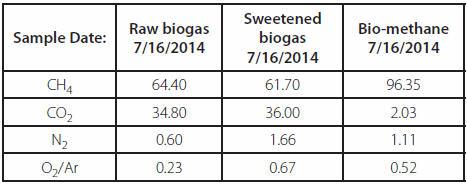
Table 1. Typical composition of raw, sweetened biogas and bio-methane from food wastes during field tests
Initially, breakthrough tests were carried out with the CO2 sorbent beds in the field using desulfurized food waste-derived biogas to measure the capacity of the saturated VSA adsorbent bed, which were above 4.4 weight percent (wt%) CO2. The VSA cycles were optimized in the field, and the optimized VSA cycle scheme was used to produce high-purity bio-methane with methane recovery greater than 90 percent. VSA cycle schemes with both feed-end and product-end pressurizations provided working capacities in excess of 2.8 wt% and the CO2 concentration in the bio-methane product was reduced to less than 0.5 percent by volume. The dew point of the biogas was reduced from 10° to 15°C to less than -35°C, providing essentially a dry bio-methane product. Figure 5 shows the methane purity of the bio-methane as measured by an IR-based methane analyzer. The biogas purification system was operated for a total of 50 hours, purifying more than 4,000 standard cubic feet (scf ) of biogas to produce bio-methane with greater than 90 percent methane recovery.
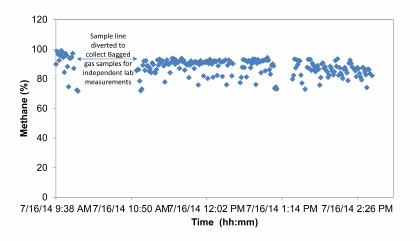
Figure 5. Biogas purification system performance under actual biogas at USAFA (Colorado Springs, CO) showing the high-purity bio-methane production
Economic Evaluation
A VSA unit was designed that is sized to process 1,000 m3/day of biogas with a composition of 60 percent CH4, 40 percent CO2 (on dry basis), and saturated amount of moisture at 24°C. The vacuum power requirement was estimated to be 7.3 kilowatt-electric (kWe), the sorbent bed size to be 336 L/bed, the operating power cost was $0.04 per m3 CH4 produced, and the total operating cost including the sorbent replacement cost was $0.07 per m3 CH4 produced with a methane purity and recovery of 99.5 percent and 80.3 percent, respectively. The methane recovery can be further increased to 90 percent or above by relaxing the methane purity to 96+ percent.
Conclusions
Anaerobic digestion of both pre- and post-consumer food waste, waste cooking oil, and grease trap waste can be converted to biogas. This biogas can be further purified and converted to bio-methane, which contains more than 95 percent methane. Bio-methane can then be used for transportation purposes or to generate combined heat and electricity using fuel cells. A major challenge is cost-effectively purifying biogas, while simultaneously minimizing energy requirements. Several contaminants must be removed, and CO2 and others inerts reduced, to produce a higher-quality fuel that contains more than 90 percent methane (bio-methane).
The piloting of an innovative biogas purification system at the USAFA has successfully demonstrated a very effective sorbent-based sulfur removal and VSA system for the purification of biogas streams. The pilot enabled the optimization of VSA system performance and demonstrated the sorbent performance in both bench-scale and pilot-scale vacuum swing systems operating on simulated and real biogas derived from food wastes. The pilot-scale unit processed more than 4,000 scf of actual food waste-derived biogas to produce bio-methane with greater than 90 percent methane recovery. The total operating cost for a 1,000 m3/day bio-methane production was estimated to be $0.07 per m3 of biomethane produced including the vacuum pump power and sorbent replacement cost.
Acknowledgement
This research was conducted with support from the Department of Defense Environmental Security Technology Certification Program (ESTCP) as Project ER-200933 under Contract W912HQ- 10-C-0001 from the U.S. Army Corps of Engineers Humphreys Engineer Center Support Activity. Additional funding was received from the Water Environment Research Foundation (WERF) under project number ENER14R14, which is gratefully acknowledged. Further information is available at https://www.serdp-estcp.org/ Program-Areas/Environmental-Restoration/ER-200933.
About The Author
 Patrick Evans, PhD, is a VP with CDM Smith and has 30 years of experience in environmental remediation, wastewater and drinking water treatment, and renewable energy. He specializes in research, development, and demonstration of innovative technologies in these areas with a focus on chemical engineering and environmental microbiology. He received his PhD in chemical engineering from the University of Michigan and conducted a postdoctoral fellowship in environmental microbiology at the New York University Medical Center. He has served as the principal or co-principal Investigator on numerous research projects funded by the Department of Defense SERDP/ESTCP, the Air Force Civil Engineer Center, the Water Research Foundation, and the Advanced Research Projects Agency-Energy.
Patrick Evans, PhD, is a VP with CDM Smith and has 30 years of experience in environmental remediation, wastewater and drinking water treatment, and renewable energy. He specializes in research, development, and demonstration of innovative technologies in these areas with a focus on chemical engineering and environmental microbiology. He received his PhD in chemical engineering from the University of Michigan and conducted a postdoctoral fellowship in environmental microbiology at the New York University Medical Center. He has served as the principal or co-principal Investigator on numerous research projects funded by the Department of Defense SERDP/ESTCP, the Air Force Civil Engineer Center, the Water Research Foundation, and the Advanced Research Projects Agency-Energy.