
Electrocoagulation Provides Economical Solution To Oil And Gas Waste Problem
By Julie King, Mike Levey, and Stuart Garwood
A new generation of electrocoagulation-based water treatment has successfully treated wastewater and effluent from a remote onshore natural gas exploration and production project with over three years of continuous operation. To compound the challenges of treating this wastewater and effluent, the unit was required to operate in an extremely environmentally sensitive environment — a pristine tropical rainforest — with an annual rainfall exceeding 5,000 mm, together with extremely rough terrain combined with limited support infrastructure, the availability of which was being split between vying service companies operating on the project.
Project Brief
The water treatment unit (WTU) was specified to be a fully containerized, multi-stage stand-alone system that could meet the environmental requirements and treat contaminated wastewater at approximately 15 m3/day throughput. The wastewater and effluent being collected from the numerous drilling sites which were contaminated with drilling muds and other chemicals, had to be treated to meet local environmental discharge consents to levels similar to the Australian requirements and to permit the treated effluent to be reused in drilling mud manufacture.
The system was originally specified to treat water containing up 1.0 percent suspended solids, 0.5 percent dissolved salts, with no free oil and up to 40,000 mg/L chemical oxygen demand. Prior to discharge the treated effluent was required to have no more than 0.01 percent suspended solids, 0.03 percent of dissolved salts, and 125 mg/L chemical oxygen demand and meet these requirements upon commissioning.
 Soon after commissioning, however, there were some accidental spills of water-based drilling muds and other drilling chemicals and it became necessary to use the WTU to treat wastewater and effluent containing much higher levels of contaminants than the original specifications, in particular suspended solids, dissolved salts, and organic compounds. Without a WTU on site capable of treating these much higher levels of contaminant on site, the waste and effluent would have to have been taken to a coastal site for treatment by road tanker at prohibitive cost.
Soon after commissioning, however, there were some accidental spills of water-based drilling muds and other drilling chemicals and it became necessary to use the WTU to treat wastewater and effluent containing much higher levels of contaminants than the original specifications, in particular suspended solids, dissolved salts, and organic compounds. Without a WTU on site capable of treating these much higher levels of contaminant on site, the waste and effluent would have to have been taken to a coastal site for treatment by road tanker at prohibitive cost.
Water Treatment Solution
The combination of multistage electrocoagulation and high-pressure reverse osmosis used in its design enabled the WTU to treat these heavily contaminated wastewaters and effluents to levels, which were still acceptable for use in the makeup of water based drilling muds and cement grouts for use in wellbore lining. (<0.035 percent suspends solids and 0.025 percent dissolved solids).
The WTU contained a number of innovative design features, which produced benefits by allowing effective and continuous operation. For example, the electrocoagulation cells used optimized low voltage, high current electrochemistry and had a hydrodynamic design, which ensured even flow is through the whole cell volume ensuring that the electrodes are evenly consumed. The cells used upward water flow to sweep out all hydrogen and oxygen bubbles produced during the process and compressed air was injected after the cells to enhance flocculation/sedimentation. Cells with two different electrode chemistries (iron and aluminum) were used in series for maximum treatment efficiency.
The WTU was controlled with a programmable logic controller (PLC) and programmed to prevent electrode passivation, with computerized electrode-wear monitoring and a remote telemetry option. If necessary, the WTU could have incorporated advanced electrochemical oxidation cells to mineralize many soluble organic compounds to carbon dioxide, water and simple salts, in addition to oxidizing sulfides and ammoniacal compounds.
The WTU as supplied, also included multi-stage filtration, followed by the proprietary, customized two-stage electrocoagulation system to remove suspended solids, heavy metals, divalent and higher cations, large molecule organic compounds, biological material (algae, fungi, bacteria, etc.), and emulsified/dissolved hydrocarbons from the wastewater and effluent. The electrocoagulation system was followed by a high-pressure reverse osmosis system used to remove any remaining dissolved salts, particularly chlorides and also neutralized volatile fatty acids as the level of salinity in order to permit the discharge of the treated effluent to meet the stringent local environmental criteria.
Table 1: Initial chemical analysis of the influent wastewater and effluent and after the first stage of treatment
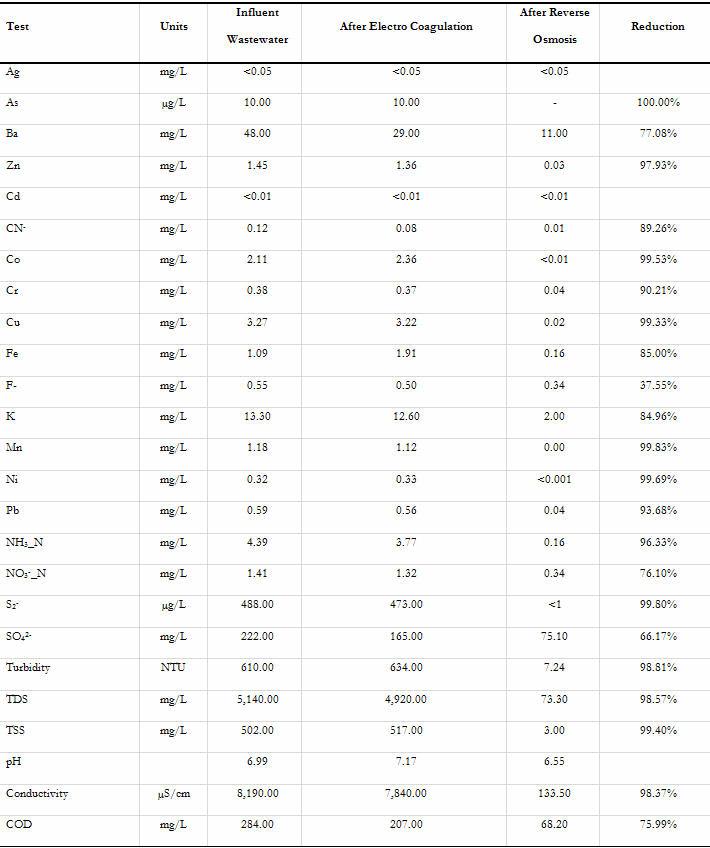
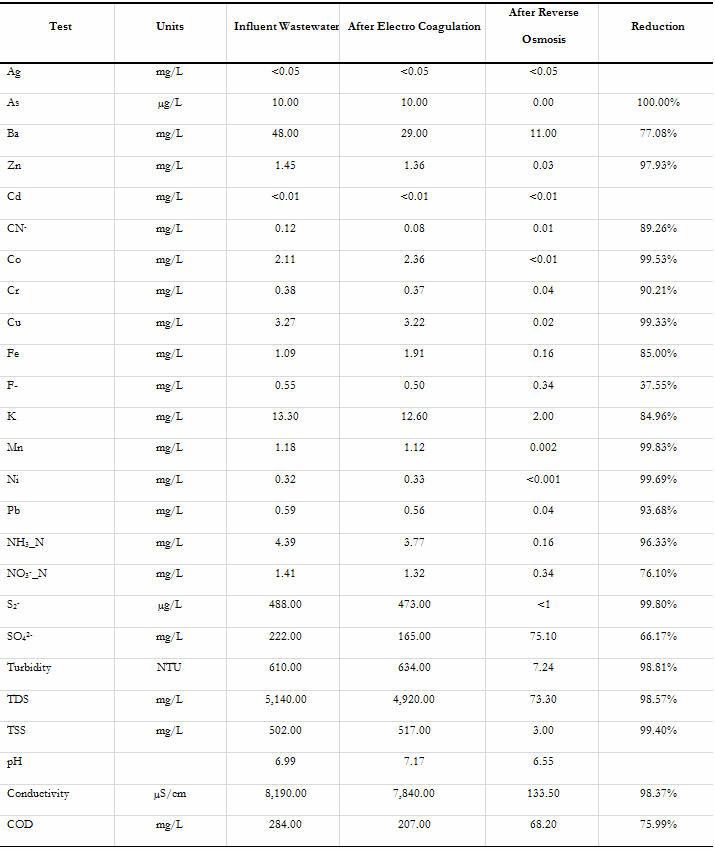
Table 2: Final results from the WTU for the treated wastewater and effluent for discharge
Economic Benefits
The use of existing available technologies, which were then optimized to cost-effectively treat the wastewater and effluent and accidental spills also generated ancillary cost reductions. Onsite treatment removed the prohibitive costs and undoubted environmental impact of transporting the wastewater and effluent offsite by road to a coastal treatment plant and reduced the otherwise high cost of importing water for use. The process and systems engineering approach also allowed for the simultaneous removal of contaminants.
The system design also minimized waste byproducts arising from a less hydrated floc than conventional chemical treatment alone, therefore the WTU produced lower floc volumes. By operating at ambient temperature together with the collective features of the system, the WTU also substantially lowered power consumption in comparison to membrane filtration or thermal evaporation.
The fully automated modular units also included the option of telemetry for remote monitoring, which provided the service company with a self-contained, compact footprint, which could be installed in standard 20 or 40 feet ISO containers. Each unit was equipped with integral bunds and only required a power connection and hard standing. For this project, due to the heavy rainfall, the WTU was located on a concrete plinth beneath a portable waterproof fabric structure some 40 m wide x 70 m long x 20 m high which was specifically constructed to house the WTU, a Thermal Cuttings Cleaning unit (TCC) and associated drill cuttings bins and other waste fluid storage tanks.
The WTU was also configured to treat and reduce a wide range of contaminant levels within a single system solution, which included wastewater and effluents to both the original specifications and the undefined accidental spills. This greatly simplified the management of a number of individual suppliers. The ability to close-off only one part of the system at a time for maintenance or reduced operational demand — also facilitated the continuous flow of operation.
Not including the substantial added cost-reduction opportunities listed above, capital expenditures (CAPEX) for the WTU to treat 4 m3/hour of wastewater and effluent under remote, environmentally sensitive conditions, including shipping and installation, was approximately $1.92 million, plus annual operating expenditures (OPEX), excluding personnel and local support costs of approximately $0.60 million. Depending upon the particular contaminants in batches of wastewater and effluent, the overall treatment cost per cubic meter was from $4.00 up to $20.00 for the most heavily contaminated batches.
About the Authors:
Julie King is the Managing Director of Galileo Agency, a social impact agency that works with companies and civil society organizations in the water, environment, and renewable energy sectors to monetize social and environmental initiatives, which generate tangible and measured Sustainability and CSR branding opportunities.
Mike Levey is CEO of Global Advantech Resources Limited, a UK-based wastewater treatment and remediation technology company based in Aberdeen with operations worldwide.
Stuart Garwood, BSc CEnv FRICS, is Managing Consultant at Global Advantech.