
Beyond Clarification: Optimizing Polyacrylamide Selection For High-Complexity Industrial Wastewater Treatment
By Wang Hao

Polyacrylamide (PAM) selection in industrial wastewater treatment is frequently reduced to a trial-and-error exercise, resulting in reagent waste, inconsistent effluent quality, and inflated operating costs. This article presents a structured framework for PAM optimization across three critical variables — ionic charge density, molecular weight, and coagulant synergy — illustrated through a lithium-ion battery cathode material manufacturing facility in Hunan Province, China. Systematic polymer matching achieved a 21% reduction in sludge filter cake moisture content and annual chemical and disposal savings exceeding ¥1.4 million (~$195,000 USD). The methodology applies broadly to high-conductivity, high-suspended-solids wastewater streams where conventional polymer selection logic consistently underperforms.
I. Introduction: The Cost Of Imprecision
Regulatory pressure on industrial wastewater discharges in China has intensified significantly since the revision of GB 8978 effluent standards and the rollout of provincial ultra-low emission requirements targeting industries under the dual-carbon policy framework. Zero Liquid Discharge (ZLD) pilots, stricter suspended solids thresholds, and tightening heavy metal discharge limits have collectively raised the performance bar for chemical treatment systems.
Yet polymer selection at many facilities remains anchored to vendor recommendations and field intuition. I'll be direct about what this looks like in practice: the most common failure mode I encounter is not underdosing — it is overdosing cationic PAM past the charge neutralization point into charge reversal, which actively destabilizes floc and produces re-dispersed colloidal turbidity. Operators see poor settling, assume the polymer isn't working, and increase dosage. The system gets worse. The polymer vendor gets blamed.
This is a selection and calibration problem, not a product quality problem. Precise ionic density and molecular weight pairing is an operational efficiency issue with a direct line to the cost center. Getting it right reduces polymer consumption, improves dewatering throughput, and extends filter press or centrifuge service intervals.
II. Technical Deep-Dive: The Three Selection Dimensions
2.1 Charge Density in High-Salinity Wastewater: Overcoming Charge Screening
Cationic PAM functions primarily through charge neutralization of negatively charged colloidal particles, followed by bridging between neutralized particles. In low-conductivity wastewater (< 2,000 µS/cm), moderate charge densities of 20–40 mol% typically achieve adequate destabilization.
The situation changes substantially in high-salinity streams — semiconductor rinse water, electroplating effluent, battery manufacturing process water — where conductivities may reach 8,000–25,000 µS/cm. Elevated ionic strength compresses the electrical double layer around colloidal particles, a behavior described by the Debye-Hückel model, effectively screening electrostatic attraction between cationic polymer chains and particle surfaces. Standard-charge PAM at equivalent dosing delivers measurably inferior charge neutralization under these conditions.
Practitioners should shift toward high-charge-density cationic PAM (55–80 mol%), accepting that the shorter chain length reduces theoretical bridging capacity — a tradeoff that is more than offset by improved charge contact efficiency in ionic environments. Zeta potential monitoring during jar testing, targeting a post-dosing range of −5 to +5 mV, provides a quantifiable confirmation criterion that many facilities currently skip entirely.
Practical rule of thumb: For every 5,000 µS/cm increase in influent conductivity above baseline, evaluate a 10–15 mol% upward adjustment in cationic charge density before modifying dosage volume.
2.2 Molecular Weight vs. Shear Stability In Automated Dosing Systems
Ultra-high molecular weight PAM (> 15 million Daltons) produces large, robust floc with excellent settleability — under quiescent or low-shear conditions. In automated make-down and dosing systems, the same polymer is subject to mechanical shear across progressive cavity pumps, in-line mixers, and metering valves. Chain scission under shear is irreversible. Once long polymer chains are mechanically fragmented, bridging capacity is permanently reduced regardless of subsequent conditioning time.
Facilities using progressive cavity pumps above 150 rpm should conduct shear sensitivity screening: measure polymer solution viscosity at 0.5% concentration before and after passage through the full dosing train. A reduction exceeding 30% indicates significant degradation and warrants either a molecular weight step-down or a pump speed adjustment.
For centrifuge-based dewatering systems with high-shear rotor environments, medium-high molecular weight polymers (8–12 million Daltons) at slightly elevated dose rates frequently outperform ultra-high MW alternatives — because they deliver intact bridging capacity at the point of floc capture, rather than theoretically optimal chains that arrive already fragmented.
Design criterion: Match molecular weight to the lowest-shear-tolerance component in the dosing-to-dewatering pathway, not to bench-scale jar test optima.
2.3 PAM-Coagulant Sequencing: The 45-Second Variable
The interaction between inorganic coagulants (PAC, FeCl₃) and polymeric flocculants is extensively documented in peer-reviewed literature (Bratby, Coagulation and Flocculation in Water and Wastewater Treatment, 3rd ed.), but poorly implemented in practice. Floc density, porosity, and shear resistance are directly determined by addition sequence and contact interval.
Pilot-scale testing at a paper mill effluent treatment system in Shandong Province (Q = 2,400 m³/day, SS = 1,800 mg/L) compared three sequencing protocols:
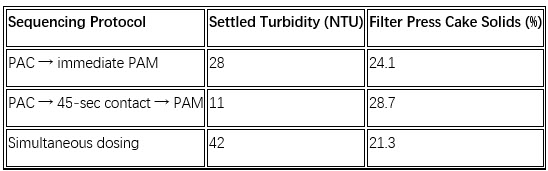
The 45-second interval allows aluminum hydrolysis products to fully precipitate and begin micro-aggregation before polymer introduction. Premature PAM addition encapsulates nascent micro-floc, inhibiting subsequent coagulant-driven densification and producing a fragile, high-moisture cake. This single adjustment — requiring no capital expenditure — improved cake solids by 4.6 percentage points and reduced sludge hauling volume proportionally.
III. Case Study: Battery Cathode Manufacturing, Hunan Province
3.1 Background
A ternary cathode material (NMC 811) manufacturing facility in Hunan Province generated approximately 650 m³/day of process wastewater characterized by:
- COD: 1,400–3,200 mg/L (highly variable across production shifts)
- Suspended solids: 4,000–7,500 mg/L (lithium carbonate fines, NMC precursor particles)
- Conductivity: 14,000–22,000 µS/cm
- pH: 9.8–11.5
The existing treatment deployed a medium-charge cationic PAM (30 mol%, 12M Dalton MW) at dosages of 9–13 mg/L. Filter cake moisture content averaged 77–81%. Sludge disposal costs and belt press throughput had become the primary operational bottlenecks going into 2023.
3.2 The Part That Didn't Work First
Before arriving at the optimized configuration, we made a straightforward-sounding mistake. Bench testing of a high-charge PAM (65 mol%, 10M Dalton) showed strong performance — cake solids improved to 70.2% in jar tests. We moved to full-scale pilot in Week 3.
Week 1 of the pilot produced results worse than baseline: cake moisture climbed back to 74%, and belt press throughput dropped. It took four days to identify the cause. The facility's make-down unit — a paddle-type dissolver running at 240 rpm — was shearing the high-charge polymer during dissolution before it ever reached the process stream. The medium-MW polymer we had used previously was less sensitive to this; the new specification was not.
Reducing dissolver speed to 160 rpm and extending hydration contact time from 25 to 50 minutes restored solution viscosity and, with it, field performance. The lesson was not subtle: bench test conditions had masked a mechanical incompatibility that only appeared at scale. We now include a mandatory shear sensitivity check in every pilot protocol.
3.3 Optimized Configuration And Results
Three configurations were evaluated across 90 days of continuous monitoring:
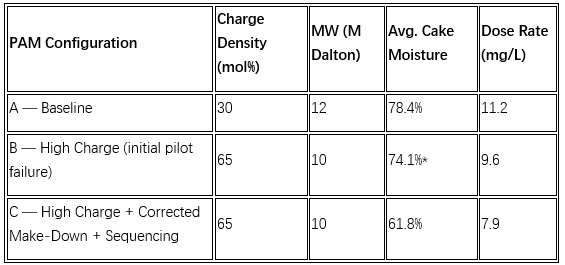
*Week 1–2 average before make-down speed correction; performance recovered to 68.9% post-correction, then further improved with sequencing optimization.
Configuration C additionally introduced PAC at 42 mg/L with a 50-second contact interval before polymer addition, and belt press line pressure was increased from 5.0 to 6.5 bar.
3.4 Annualized Financial Impact
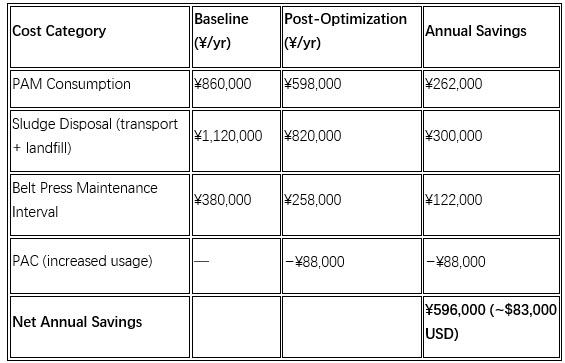
Implementation—from pilot data to full-scale deployment—required 14 weeks, including the two-week diagnostic detour described above.
IV. Troubleshooting: Two Failures Worth Naming
4.1 "Fish-Eye" Dissolution And The Slow Bleed On System Performance
Improper make-down produces partially hydrated gel aggregates — "fish-eyes" — that pass through the dosing system, contribute zero flocculation activity, and gradually foul nozzles and media surfaces. The insidious aspect is that fish-eye formation does not produce an immediate, obvious failure signal. Turbidity readings may remain marginally acceptable while polymer utilization efficiency quietly deteriorates over weeks.
Operating standards that prevent this: Make-down concentration held at 0.1–0.3% w/v; water temperature ≥ 15°C; agitator tip speed ≤ 3 m/s; minimum 45-minute hydration time before active use. Conduct weekly viscosity spot checks on fresh vs. aged solution as an early warning indicator — a >15% viscosity drop in solution aged less than 4 hours suggests inadequate dissolution, not polymer degradation.
4.2 Responding To COD And Conductivity Spikes
Battery manufacturing and other batch-process industries generate highly variable influent loads. A fixed polymer dose calibrated to average conditions will underdose during high-load events and overdose during low-load periods. Both directions are costly.
Facilities with PLC-controlled dosing should implement ratio-dosing logic tied to real-time turbidity or streaming current measurement rather than flow-paced dosing alone. For facilities without automated control, pre-defined tiered protocols — a 30% online turbidity increase triggers a manual 15% dosage step-up, reviewed every two hours — provide a practical interim structure.
When conductivity spikes above the high-charge calibration ceiling (> 22,000 µS/cm in this case), supplemental PAC addition at 20–30 mg/L provides additional charge neutralization capacity without requiring a mid-operation polymer grade change.
V. Conclusion
The next step for the Hunan facility is integrating streaming current detection into the dosing PLC — a project currently moving through capital approval for Q4 2025. Until that infrastructure is in place, the tiered manual protocol described here holds, and the 14 technician-hours per week previously spent on manual turbidity checks have been reallocated to other maintenance tasks.
The broader point is this: PAM selection interacts with dissolution equipment, pump mechanics, coagulant chemistry, and process variability in ways that bench testing rarely captures. Treating polymer procurement as a commodity decision — choosing on price or brand familiarity — leaves compounding performance gaps that accumulate quietly in sludge disposal invoices and dewatering throughput limits.
China's tightening discharge enforcement, combined with rising sludge classification and disposal costs under the revised Solid Waste Pollution Prevention Law, makes the economics of precision increasingly difficult to ignore. The facilities making progress are the ones that have stopped asking "which PAM works" and started asking "under exactly what conditions, and how will we know."
Wang Hao is an engineer at Henan Tairan Water Purification Material Co. LTD.